拉矯輥在旋轉過程中管材一邊前進,一邊在此過程中承受均勻的徑向力和軸向力,這樣管子就可以在徑向和軸向發生連續的塑性變形與彈性變形,從而達到矯直和降低管子圓柱度的目的,同時對管子表面也起到了光潔和增加強度的作用。在此過程中,矯直輥曲面的形狀對矯直效果有直接影響。矯直輥曲面是由矯直輥與管材接觸時所形成的空間曲線所確定的,具體來說,在理想狀態下,矯直輥與管材間有一定的夾角(安裝角),在摩擦力的帶動下兩者連續緊密地接觸并形成空間曲線,以此曲線為母線繞矯直輥的軸線旋轉所得的旋轉曲面即為矯直輥輥型的曲面。
拉矯輥是矯直機的重要部件,其輥型曲線決定了矯直質量的高低。輥矯直機的基本結構參數是矯直輥腰部直徑,矯直輥輥身長度,這兩個參數的確定是設計矯直輥的前提。矯直輥腰部直徑的大小,取決于管材對矯直輥的壓力,根據載荷特性的大小來確定。在轎直鋼管直徑范圍內,直徑小的管材剛性差,而且轉動速度,所以設計時應采用小直徑管材參數來確定輥型。矯直輥是矯直機中的關鍵部件,其主要功能是對管材進行矯直。
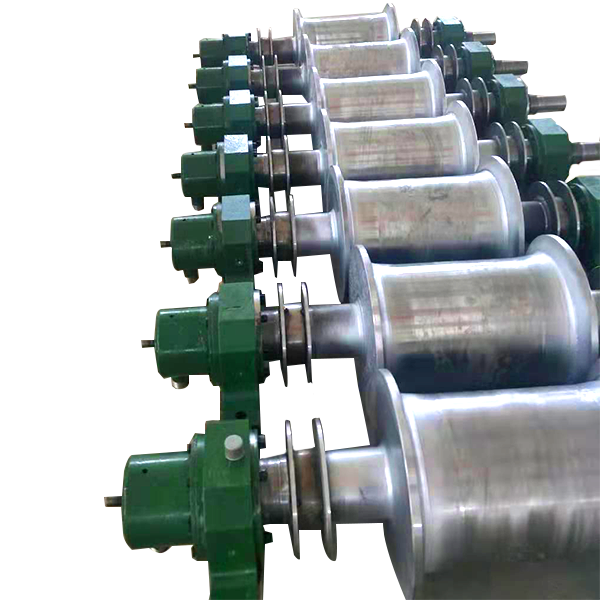
拉矯輥是對金屬棒材、管材、線材等進行矯直的設備。矯直輥通過矯直輥對棒材等進行擠壓使其改變直線度。一般有兩排矯直輥,數量不等。也有兩輥矯直機,依靠兩輥(中間內凹,雙曲線輥)的角度變化對不同直徑的材料進行矯直。主要類型有壓力矯直機、平行輥矯直機、斜輥矯直機、旋轉反彎矯直機等等。矯直機是焊管生產線中的重要輔助設備,管材在焊接及飛剪后存在著比較明顯的彎曲,以至影響在精整工序中的流動,管材經過矯直機,鋼管通過互相交差傾斜的輥子,一面旋轉一面前進,承受均勻的徑向力和連續的縱向彎曲,使沿整根管子的長度和圓周方向發生連續的縱向和徑向彈性變形和塑性變形,從而達到矯直和減小橢圓的目的,并對鋼管表面起到光潔和強化作用。