杭州熱送輥道定做
發布時間:2024-06-28 00:43:11
杭州熱送輥道定做
在棒材連軋生產過程中,裙板輥經過去除撥鋼器,加裝裙板輥道蓋板和護板,固定裙板前6米加裝熱金屬探測器,裙板輥中位停止時間設置為0等措施的實施,使不同長度的倍尺鋼上冷床的位置更加合理準確,更利于調整,大大降低了生產事故的發生,為提高軋制速度創造了有利條件,提高了產量和成材率。棒材連軋生產中存在的倍尺鋼上冷床的位置問題、倍尺鋼上冷床“編花”現象和裙板的磨損問題、甩尾問題,分析了這些問題的原因,并提出了相應的解決措施。
杭州熱送輥道定做
耐熱耐磨輥道中抗高溫氧化和抗高溫腐蝕的主要元素,并能提高耐熱鋼的熱強性。耐熱鋼的抗高溫腐蝕性能與其含鉻量有一定的關系。因此常用的耐熱鋼的鉻含量應不低于鎳是耐熱鋼中的重要合金元素之一。為了使鋼在室溫下獲得純奧氏體組織,其中鎳含量不低于25%但當鋼中含有其他合金元素時,為獲得純奧氏體組織,鎳含量可適當減少。例如,當鋼中含碳量0.1%含碳為18%時,為了獲得鋼的純奧氏體組織,含鎳量為8%即可,這就是典型的8-8型奧氏體耐熱不銹鋼。當鋼中含有其他鐵蘇體形成元素時,為獲得純奧氏體組織,含鎳量就要增加,如不增加鎳含量,或降低鎳含量,就會出現雙向組織,或出現不穩定的奧氏體組織,冷加工時可能產生相變(奧氏體組織轉變為馬氏體組織)。
杭州熱送輥道定做
針對這種情況,將爐輥爐底輥原設計的出水口改為進水口,當銅套脫離定位螺釘的限制后,由于水的流向改變,將使銅套遠離出水口。這個方法一經使用,立即收到效果,水流通道打開,溫度下降。由于加熱爐懸臂輥運轉時產生的振動,或是因為不旋轉的進水管與旋轉的爐輥爐底輥存在著一定的不同心等原因,會產生銅套移出將出水口堵塞的情況。在這種情況下,利用進水管外徑上的一個臺階,增設一個隔離環,不讓銅套靠近出水口,從而保證了水流通道的暢通。爐底輥在生產線的擺動段上,由于振動較大,造成懸臂輥爐底輥內部不銹鋼支承架折斷,水管堵塞進出水口。解決方法是,在旋轉接頭與爐輥之間,加一個10mm墊片,將出水口移開lomm,水流即可通過。

杭州熱送輥道定做
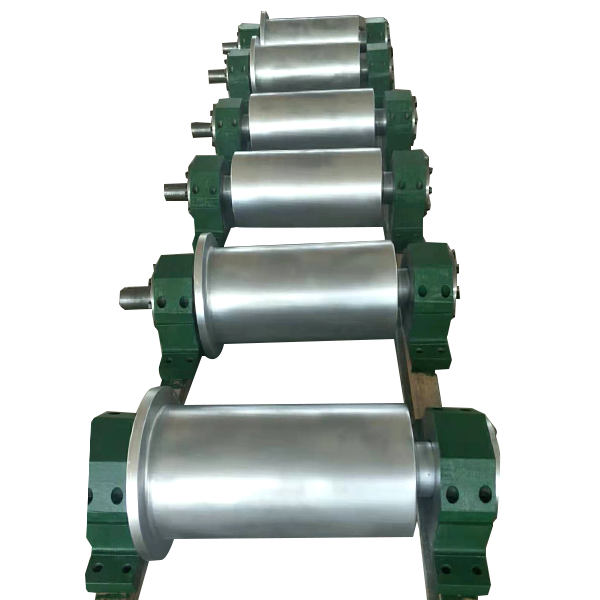
精整是軋鋼生產中后的精加工階段。精整與加熱爐,軋機等各工序共同組成一個完整的工藝流程。裙板輥道的組成及位置。輥道是實現生產車間機械化的一種重要運輸設備,冷床裙板輥是精整區重要的組成部分。一棒裙板輥道分為三段,主要依靠三段輥道的速度變化來拉開倍尺鋼之間的間距,便更好地將倍尺鋼分開,并按工藝要求有序地排放到冷床上。

杭州熱送輥道定做
鍍鋅機組常見的產品質量中,懸臂輥印和穩定輥印是占較大比例,造成輥印的主要原因就是輥的加工修磨精度差,產生鋅粒或渣粘附在輥面。由于輥在鍍液下無法發現,一旦出現該問題,即使沒到使用周期也得換輥,這樣就造成大量的停車廢品及降級品。由于懸臂輥、穩定輥加工周期較長,生產線備件數量有限,一旦連續出現問題,就出現無輥可換的現象,這種情況下,大量降級品的生產是不可避免的。使用后的懸臂輥需先除掉表面粘的鋅后在進行加工,機修除鋅采用強酸洗,洗后輥的表面極易出現龜裂紋,這就需要磨削。這種加工工藝不但對輥面造成損傷,大大的降低了使用壽命,該輥是耐不銹鋼材質,價格很貴,每次加工都進行磨削,是不合理的。拋光處理從技術上講不應存在什么問題,但機修加工后的輥面確實存在問題很多,粗糙度達不到要求且分布不均勻。大大降低使用壽命,由輥造成的質量問題屢見不鮮。

杭州熱送輥道定做
耐磨鑄件鑄造工藝設計CAD技術適應工藝設計節奏加快的形勢,為廣大耐磨鑄件鑄造企業開辟了一條新的快速設計的新途徑,棒材懸臂輥并且該軟件售價低廉,區區幾萬元的投入可換來整個企業工藝設計的一場革命性變革,將為我國的耐磨鑄件鑄造企業帶來巨大的收益。通過以上的講述后還怕你的產品賣不出去效益不好嗎,您可以按照我們推薦的方法去生產,相信您的產品銷售量一定會上升的。